
個人積分:0分
文章編號:11451599

個人積分:457分
文章編號:11451618


個人積分:59分
文章編號:11451708
leemarco wrote:
如果樓主大大 要量產 且需求很大
是可以考慮連續沖壓 不過 對於產品的平整度
就沒辦法要求很嚴格了
...(恕刪)
....如果是要大量生產.....非衝壓加工莫屬.....
.....目前衝壓加工技術.....孔徑公差可以做到±0.02mm
.....平整度公差.....可以做到±0.05mm(最高點到最低點)
.....彎曲..翹曲...扭曲.....每10平方mm.....可以抑制到±0.05mm以內....
......毛邊控制....水平毛邊0.04mm以內.....垂直毛邊0.04mm以內....
........天子做過這類型衝壓模具10年以上.....
.......產品涵蓋....半導體導線架....各式USB端子.....等......
......材質....有分鐵係合金及銅係合金.....板厚從0.08mm-0.5mm都有.....
......這種等級的衝壓模具當然很貴(台幣30萬起價一套)......
..........模具公差都控制在±0.01以內....模具零件公差控制在±0.002mm以內......
.......衝頭及下模刀口材質一般都是碳化鎢合金......
.......加工方式....都用...光學投影磨床+治具磨床....
.....線切割在很多地方精度跟不上要求.....只能做一些不重要的模具零件.....
......衝壓環境也要在有恆溫控制的工廠....來達到最佳模具精度...
........以上..........
............

個人積分:110分
文章編號:11452189
VR.studio wrote:
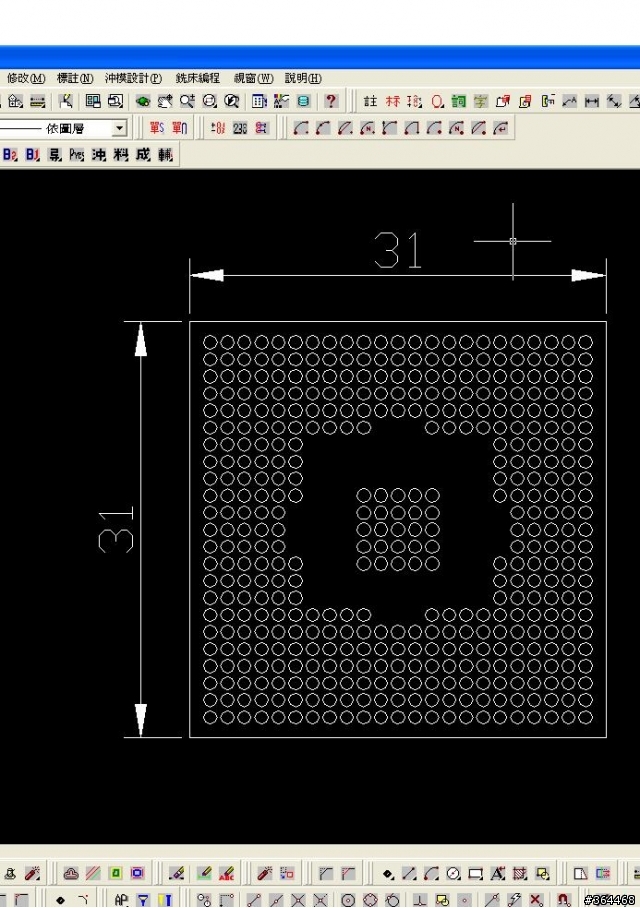
這是一塊31x31m...(恕刪)
看東西用途
是否量產?
數量多寡?
要求標準?
平行度?
--------------------------
量產的話需要連續模加工
圓孔跳節距衝壓
料帶牽料
約六工程 出料
--------------------------
如果外型須無毛邊
建議工程模
約略三工程
圓孔 交叉衝壓
沖孔=>沖孔=>下料
-------------------------
如果只是樣品.且預算有限
就請圓件加工的廠商
訂製一個圓形沖孔入塊(1.02øx12ø)
及(A6/1ø)沖頭
自己慢慢移動節距衝壓
外型 請材料供應廠商幫你裁切好即可
-------------------------
厚度0.3mm也還好
沖剪間隙約略0.01mm
不要低於0.1mm都還算簡單
[創作分享] CNC線切的小喵 http://www.mobile01.com/topicdetail.php?f=181&t=861422&last=1335
個人積分:0分
文章編號:11452404


個人積分:16分
文章編號:11452457
個人積分:0分
文章編號:11452725

個人積分:27分
文章編號:11452831


個人積分:166分
文章編號:11452872
個人積分:19分
文章編號:11453524































































































