機台若沒有使用CNC加工的零件
普通玩家很難去校準三軸的平行度跟垂直度,相對位置..
只要那三組立軸校準了.其他就簡單了.
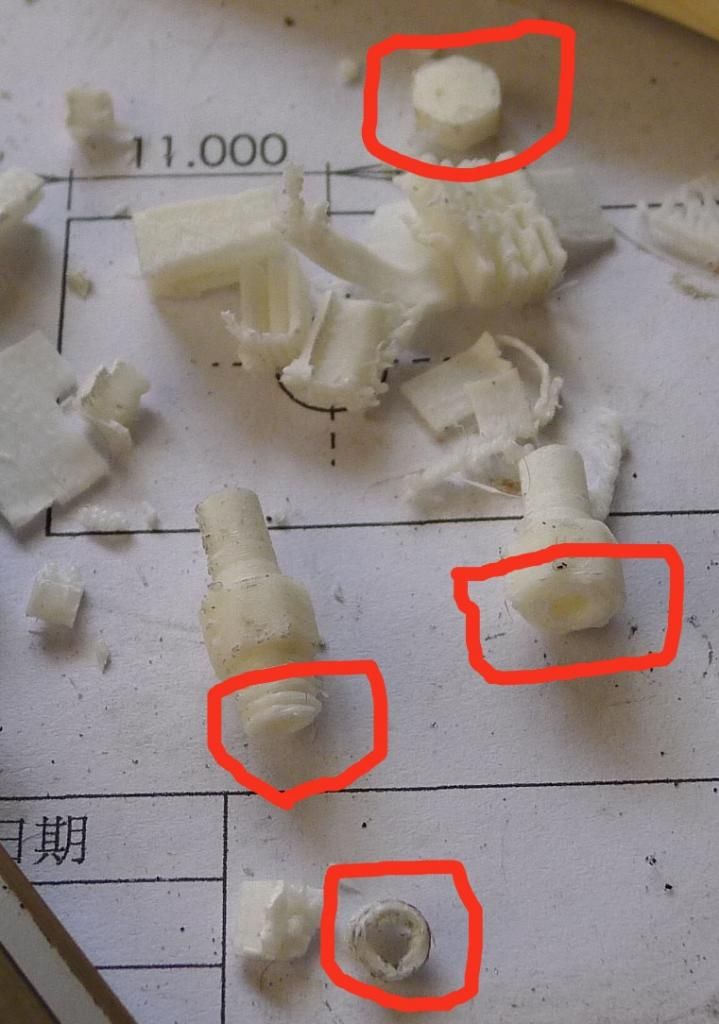
ABS,溫210度,層0.25mm,速50mm/s,空行200mm/s
印了3.5小時..
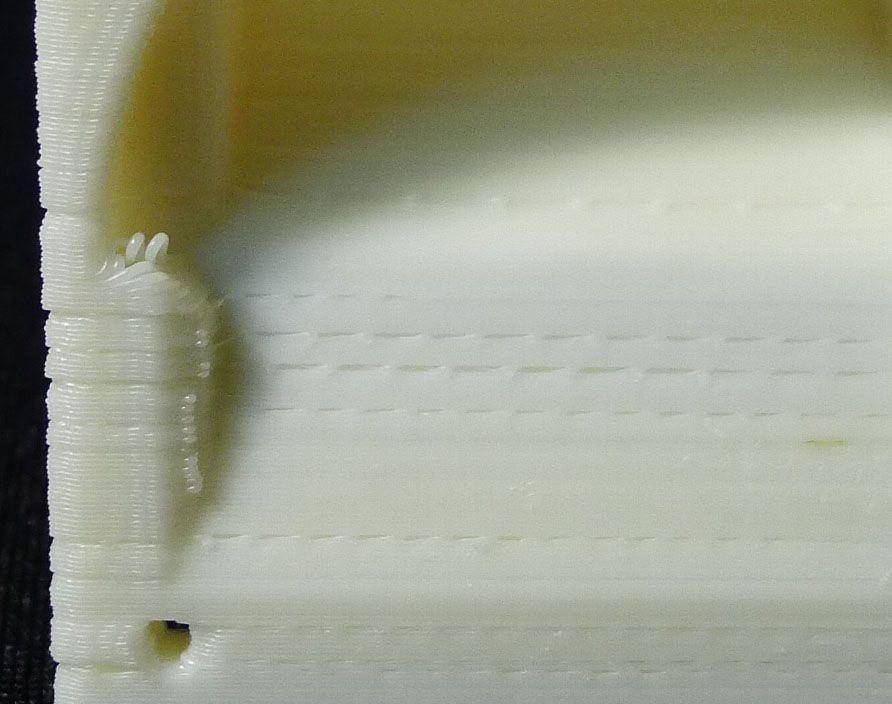
雖然知道會變形..不過沒想到會這麼嚴重.


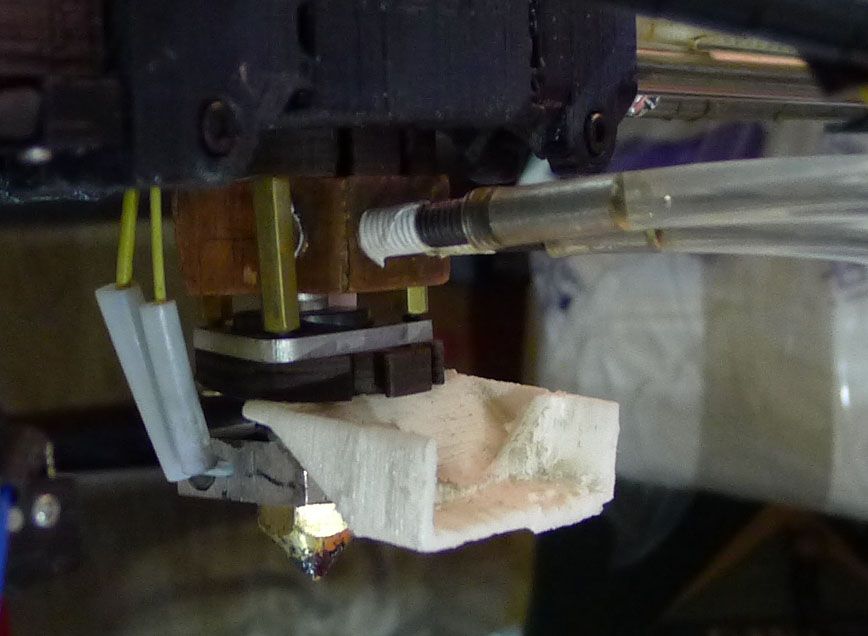
跑去買了直線軸承來裝..
裝了才發現..X軸那兩根...不是軸承鋼棒................


sheauyih wrote:
雖然知道會變形..不過沒想到會這麼嚴重...(恕刪)


takashi156 wrote:
原來醋酸布也能用,還...(恕刪)