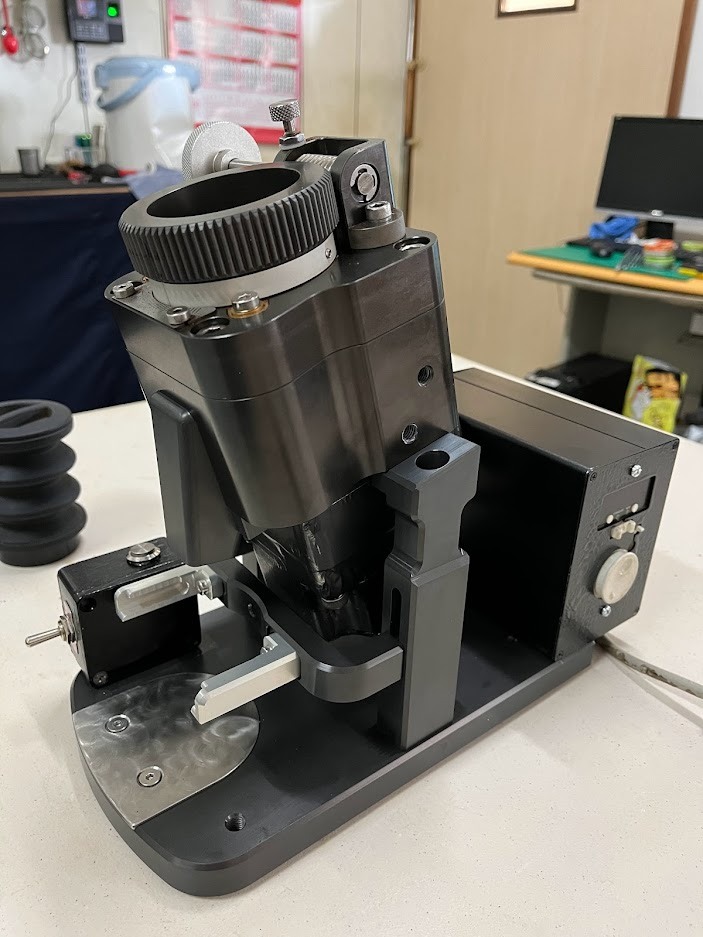
繼(2021)陸版HG-01 錐刀改75MM平刀(FAEMA MD2000刀盤鍍鈦)先錐後平磨豆(手沖專用機)
這次就玩自製義式磨豆機,那就自個作圖請NC廠代工了。
不作販賣,不作販賣,不作販賣。純自用。
只是分享製造過程(2022/11/13~2023/01/13)。


起因,我又看到中古的(東方馬達)BMUD120-C2及無刷調速馬達BLM5120-GFV2(淘寶),我陸版HG-01錐刀改75MM平刀也是類似這個組合,
只是非東方馬達的減速機,改行星減速機(1:5),想說把Niche Zero賣了,作一台來玩。對我來說口味不重要,享受的是過程。
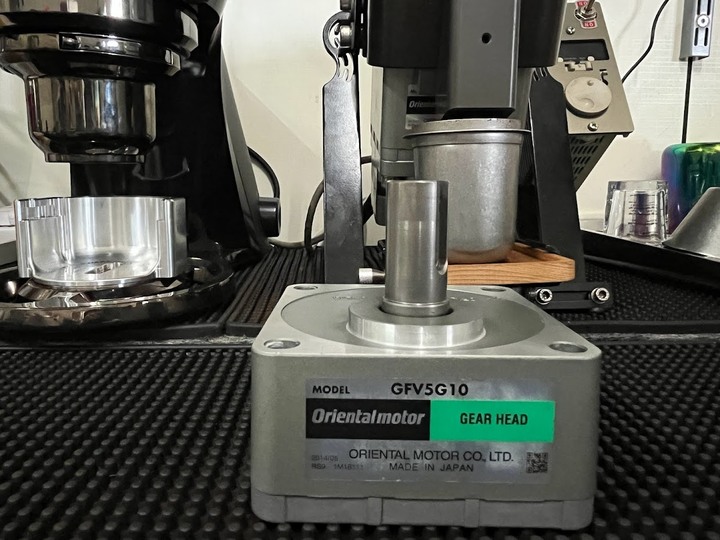
這次為東方馬達一組系統(二手中古的)(BMUD120-C2+BLM5120-GFV2+GFV5G10),找不到GFV5G5S,先試(1:10)的看看。
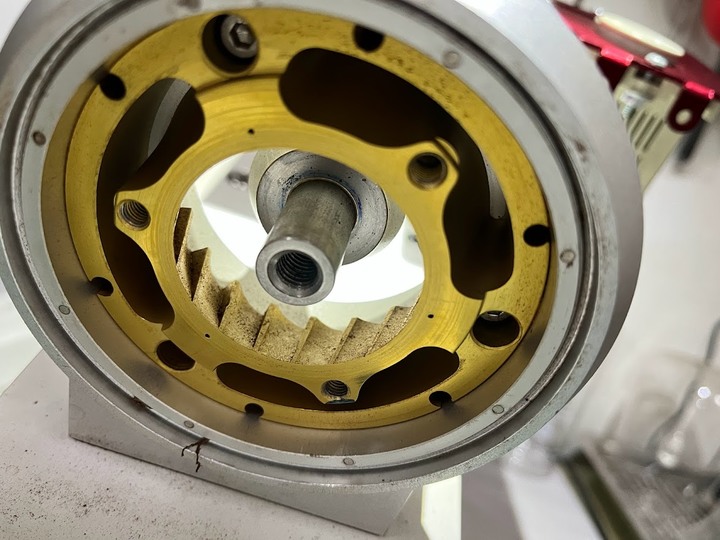
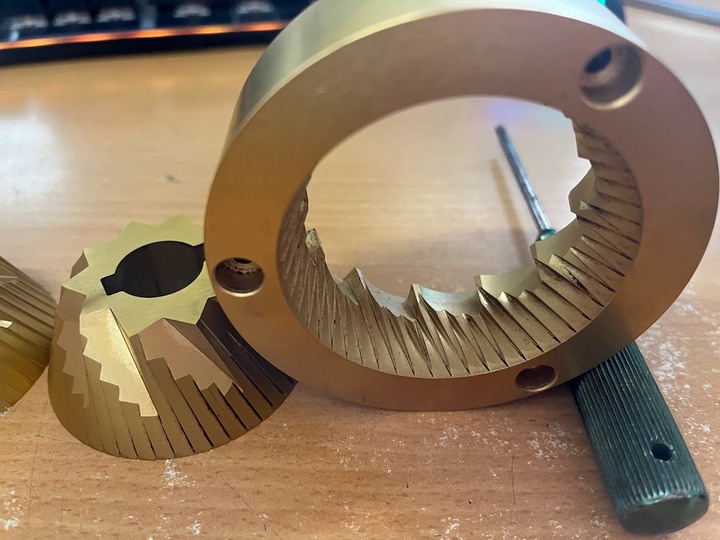
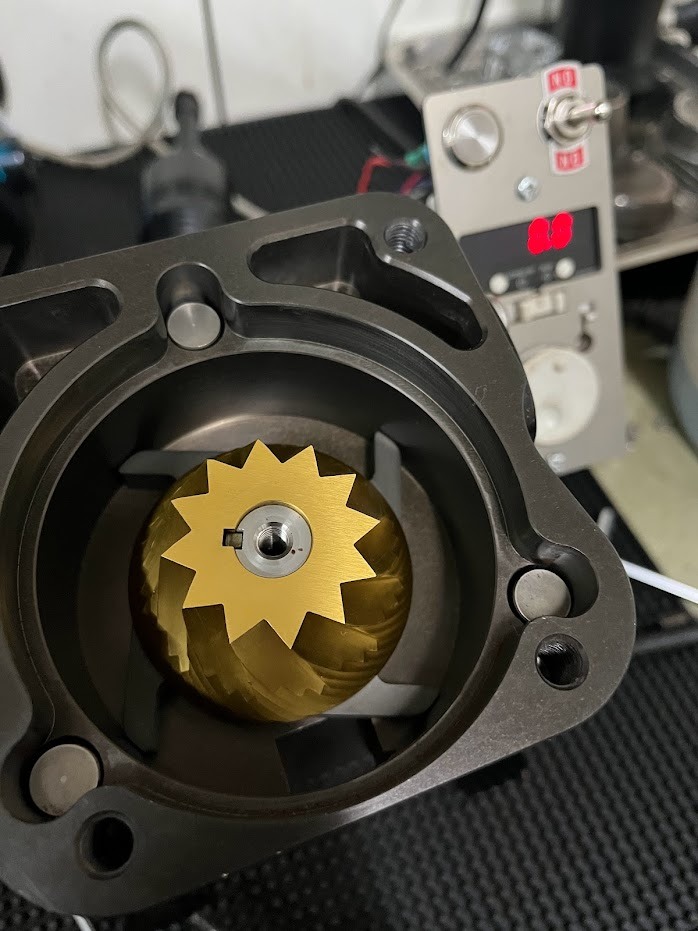
一樣為75MM平刀(因現有2組刀盤為EUREKA Olympus 75MM及FAEMA MD2000刀盤),但是平刀錐刀83MM可共用,而錐刀自行設計及加工的,
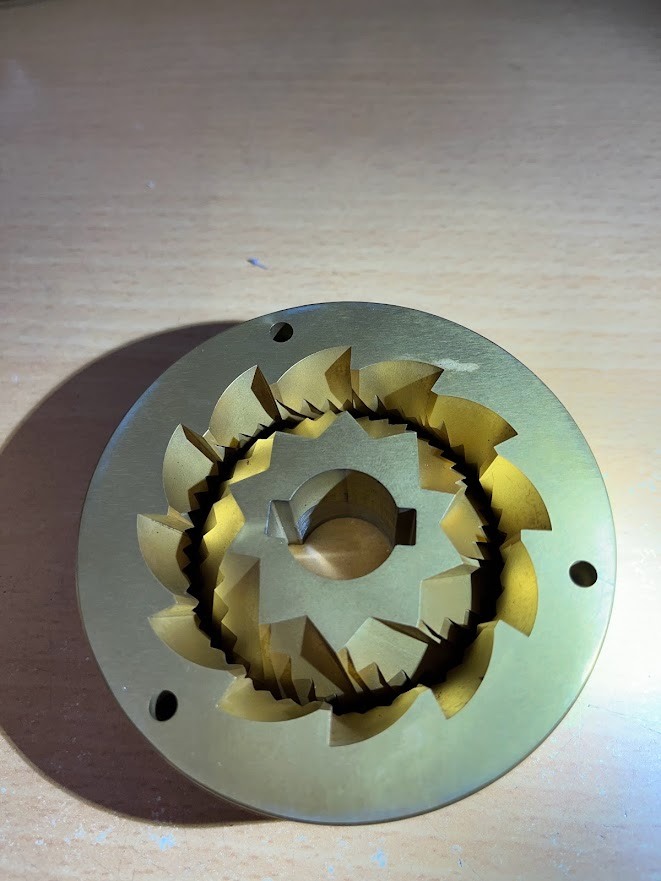
錐刀上下刀盤刀刃非銑床加工,沒銑床只有線切割。
只因電機主軸為18MM的,不太想要把市售83MM錐刀線割為18MM的,因而作這錐刀自用,不過我是有作一個轉接套筒18轉14的用。
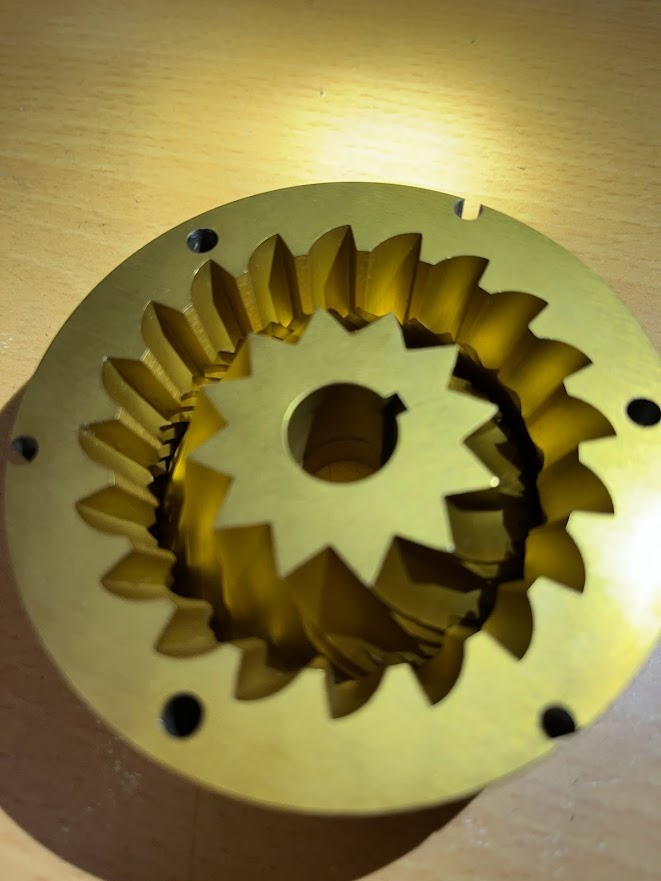
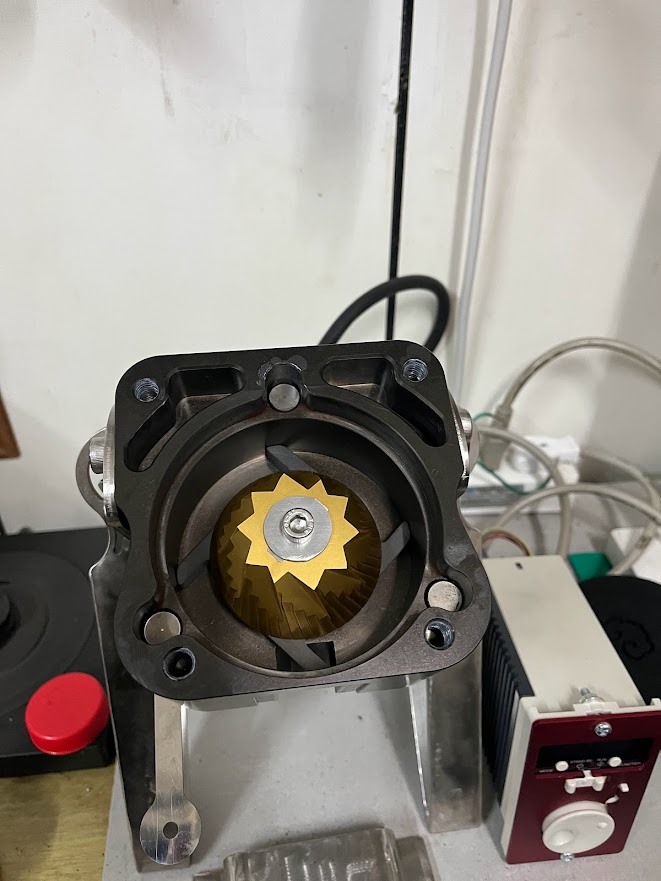
12星的錐刀(非mazzer)裝上我那台HG-01減速機(1:5)的是磨不動的,電機的問題(不夠力),但我作的錐刀到是可磨,因為進豆量大小有差,
所以刀刃切削豆量少相對比較好磨豆。(可能,應該,大概吧)
我本是要作一組,但後段設錯,只好重製一組順便刀刃加深。第一組也是可用的只是研磨厚度變薄而已。





這種磨豆機學機械的,只要看過大都知道如何作,只是差在請誰作,要不要作而已,量少單價高。
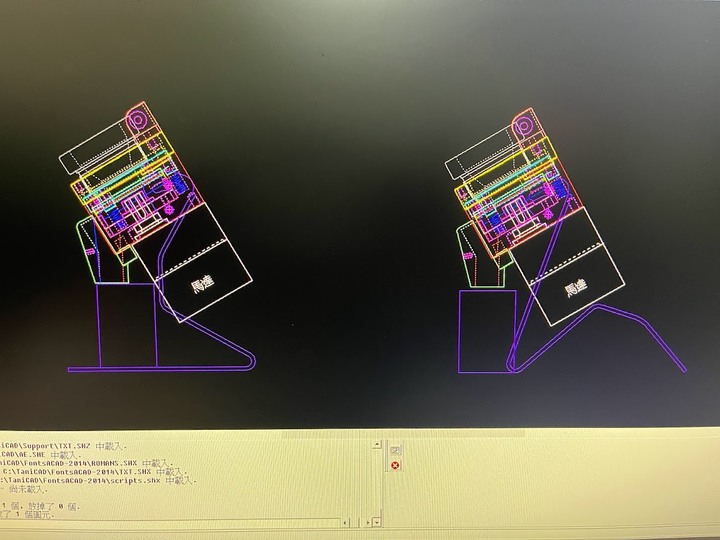
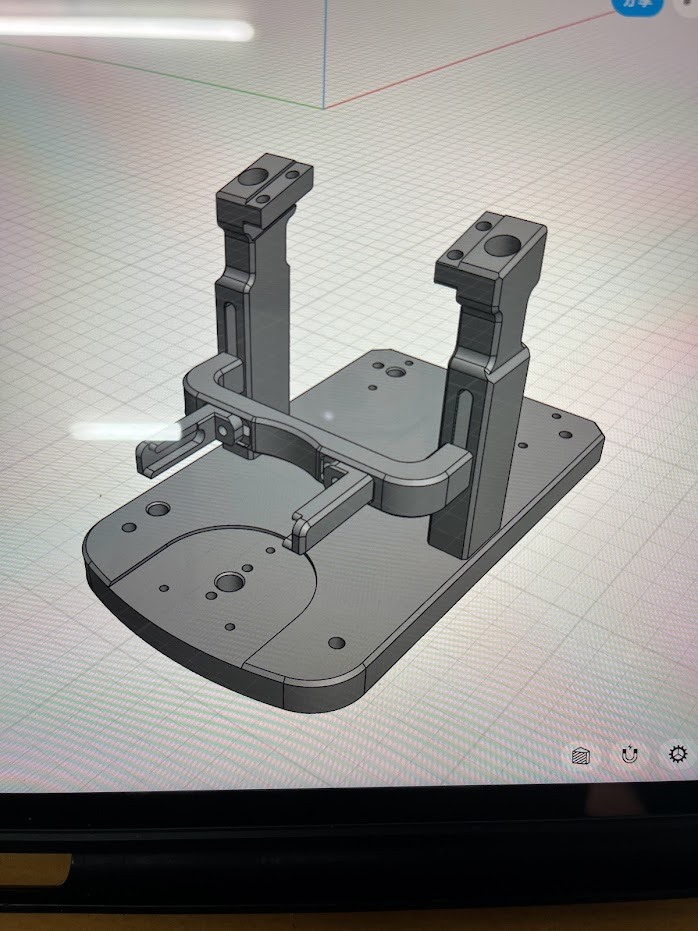
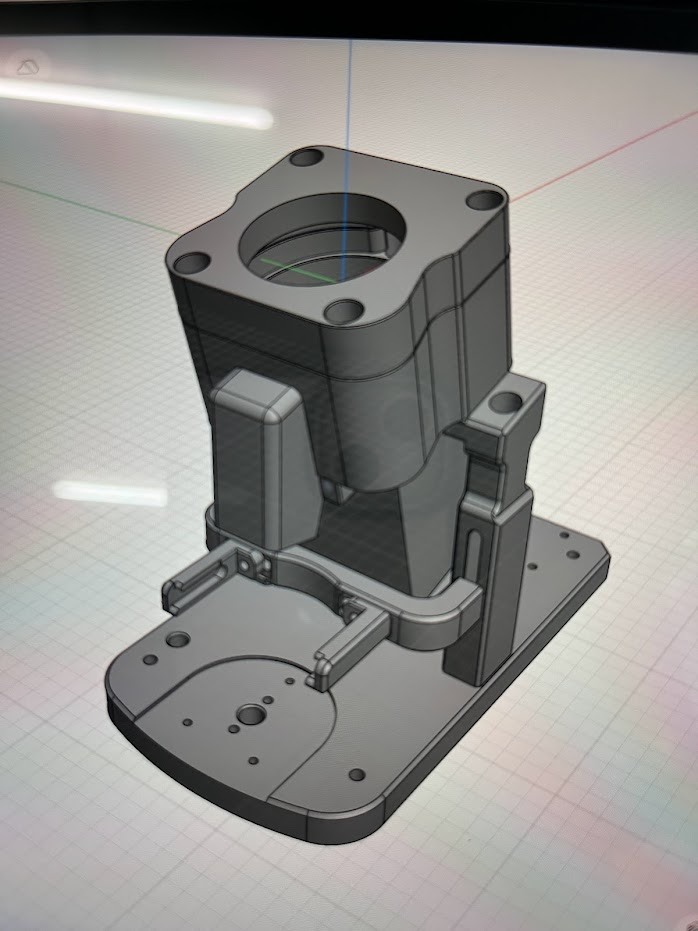
工作上用2D,所以先用2D構圖比較快,本來3D是想請朋友作圖,因為他忙,所以只好用IPAD MINI5上的Shapr3D了,滿好用的,YouTube上有滿多的影片。
2D構圖後轉入Shapr3D上,在Shapr3D上用2D草圖繪劃出3D,滿快的,真的很快,因為我第一次使用它。
當3D跟2D圖檔送給NC廠期間,就是自制錐刀買培林配件跟找折床去彎曲白鐵作支架了。過了3週NC廠鋁合金加工完,再線割我要的地方,就可送陽極(硬陽)處理了。


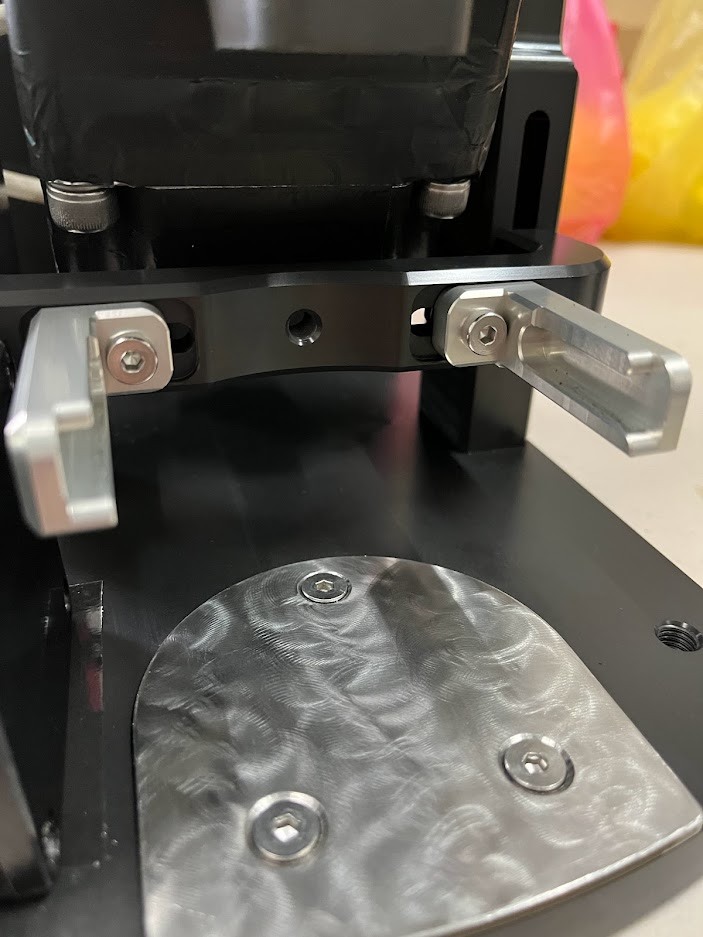
白鐵支架二種選擇


第一次試作磨豆機想像是美好的,現實是殘酷的。組裝還是會遇到問題,但可以解決,就不是問題。
如一個是車出外螺紋(M70X1.5),一個是銑內螺紋,二個都是鋁合金,剛加工配合還可以,因還沒作陽極處理,少了那陽極薄膜只要一個不小心就會鎖死。
所以設變改用黃銅車內螺紋,同為車床加工配合上會比較好。





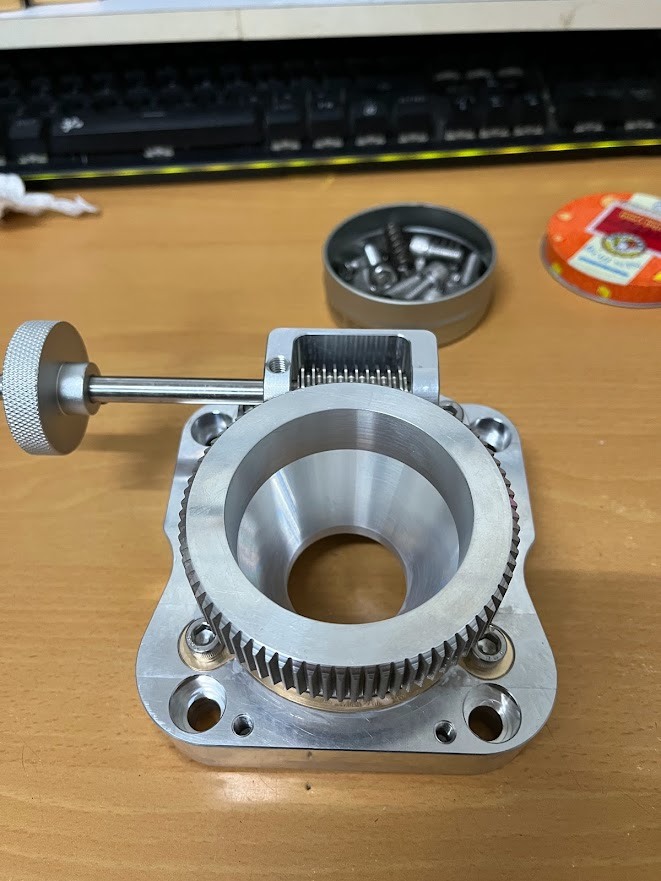
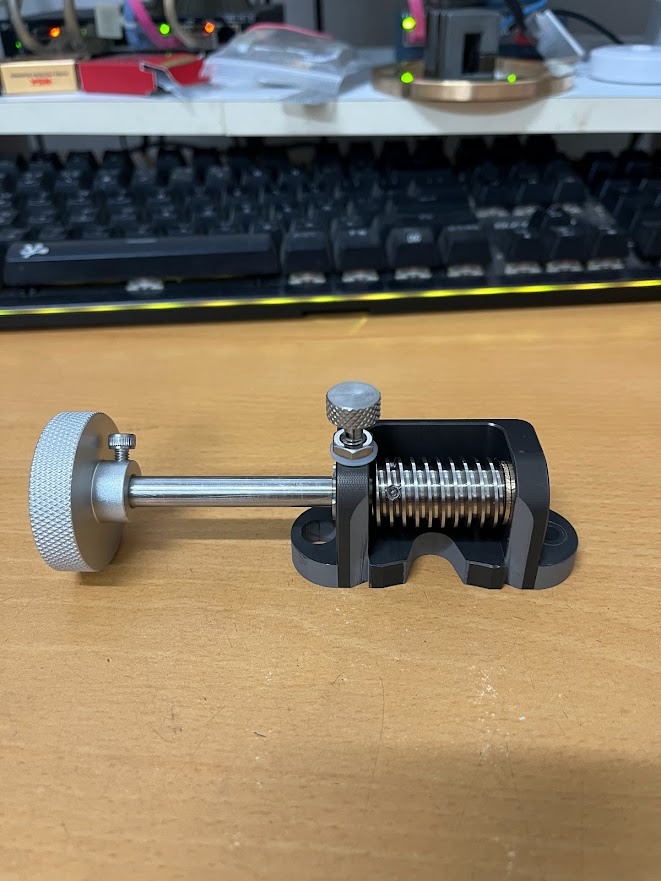
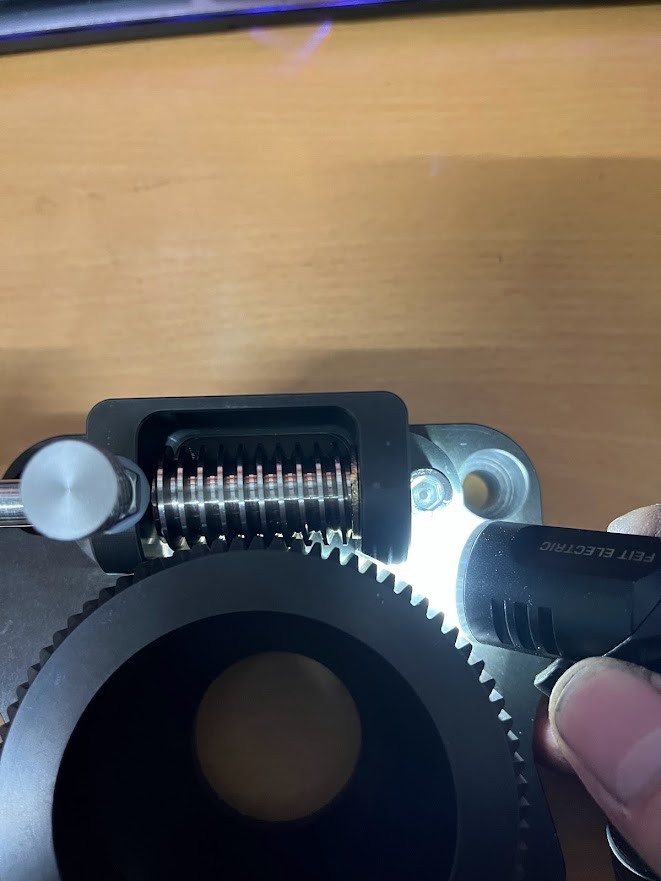
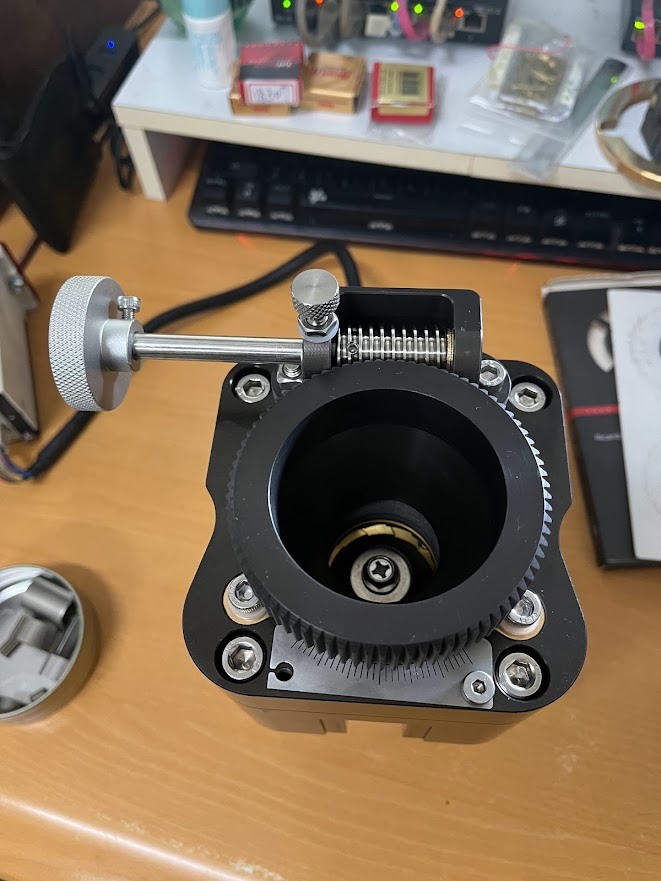
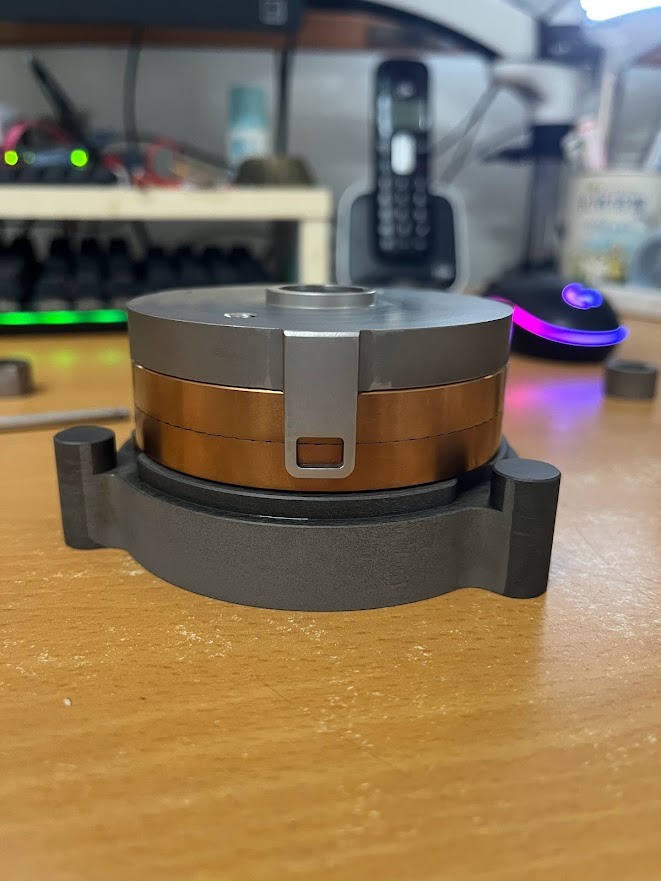
蝸桿(蝦皮上買的)蝸輪(線割80齒)配合(M68X1.5牙),蝸桿轉一圈(1.5/80=0.01875)約移動上或下0.02MM,所以這台作為義式磨豆機。
因銅環是事後加的,蝸桿座再割一個缺口。





作為磨豆機所以這次我送去作硬陽處理,陽極跟硬陽不懂?請找GOOGLE大神。
先試磨看看,OK再送去



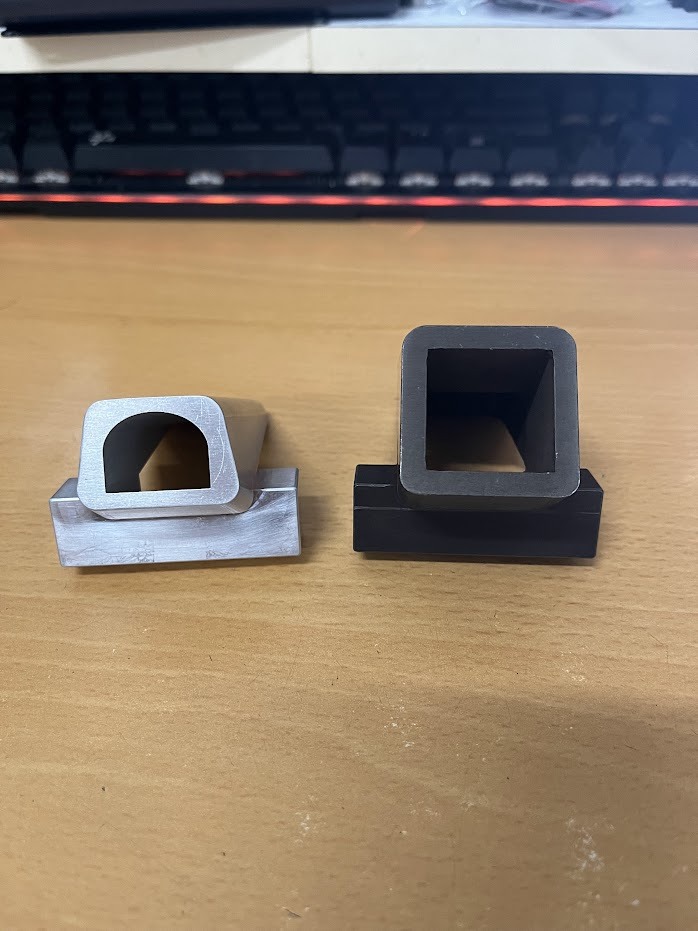
除了薄片5字頭其它為6字頭的,銑床跟線割(算放電加工)顏色會有差,可以接受,但這2個為什麼會變成石頭顏色呢???






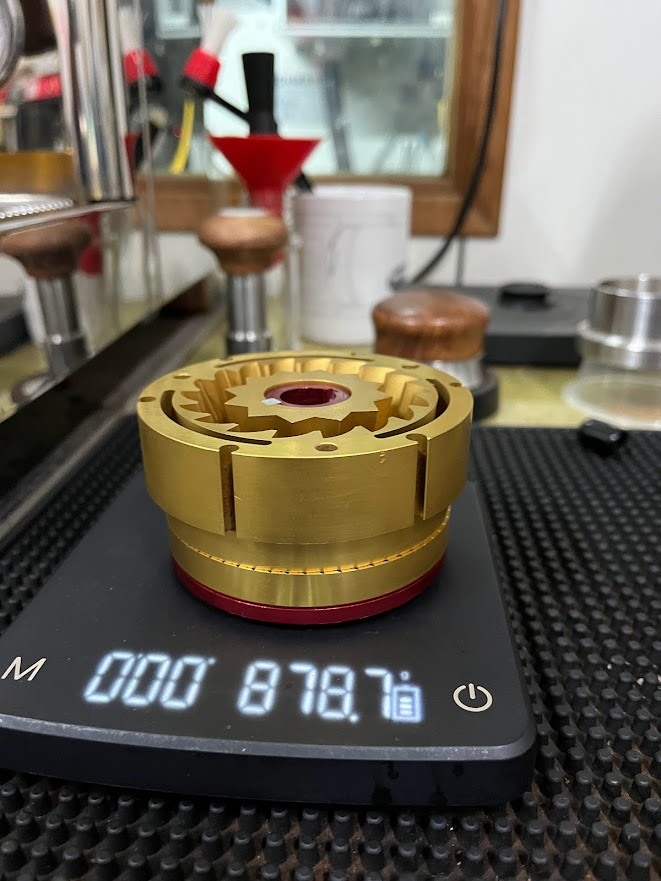
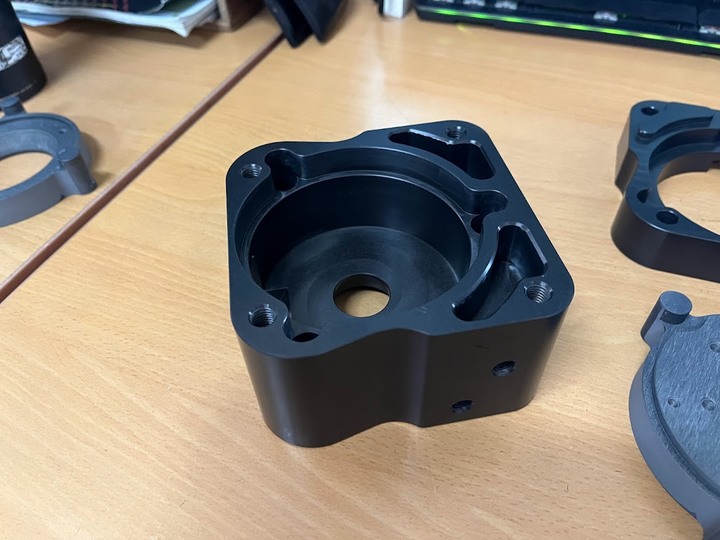
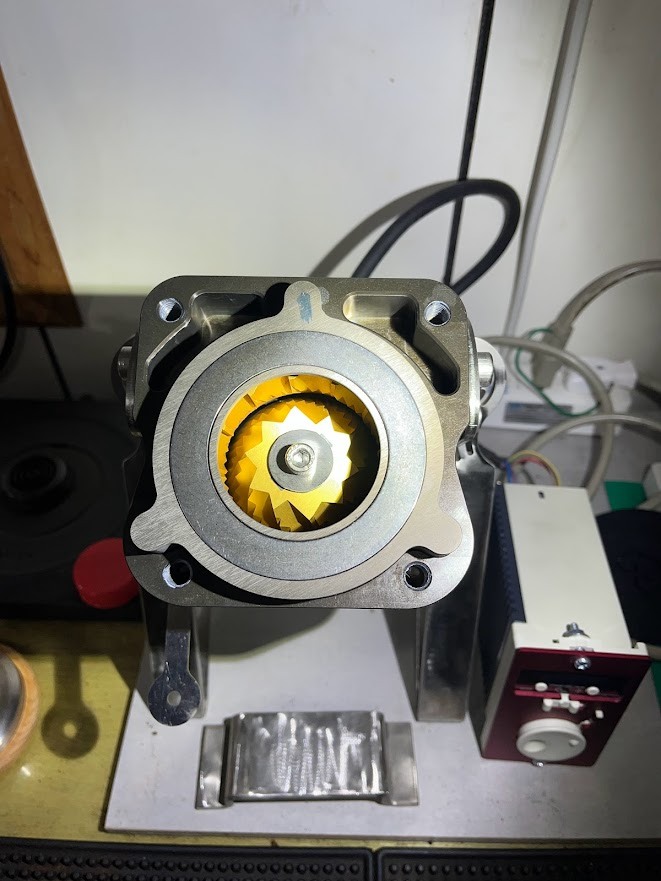
組裝





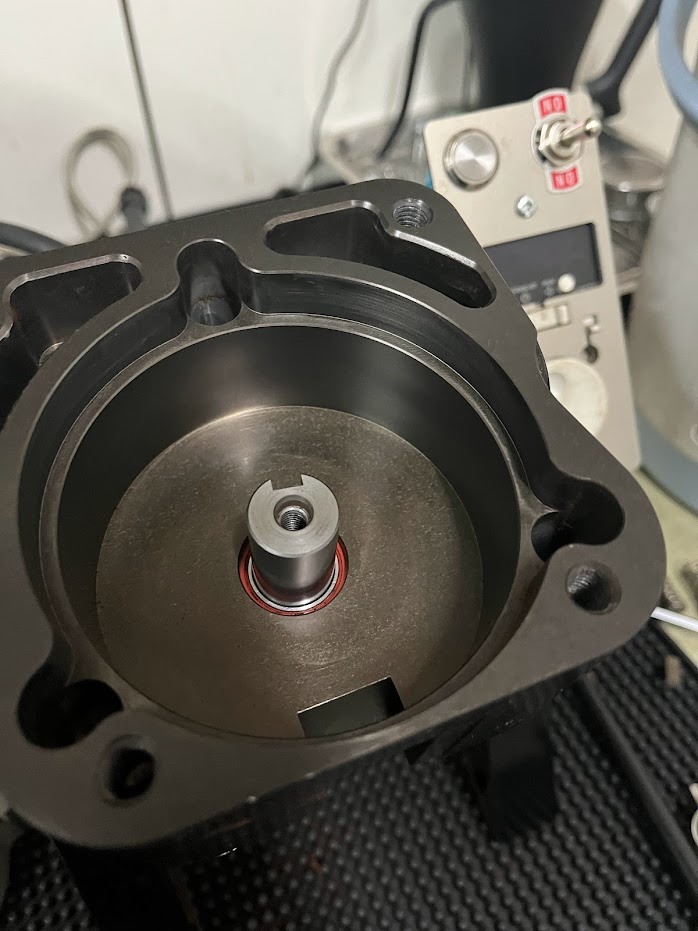
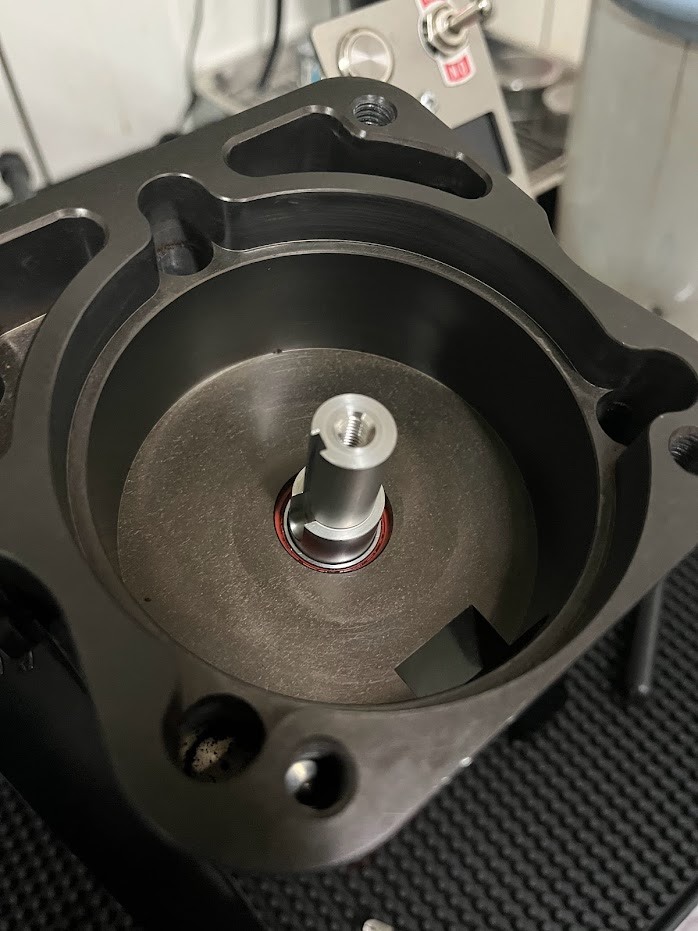
因平錐共用,所以落粉口有加長到底部,而本體有請NC加工要精準,這是配合最重要之處。
上蓋月眉形為定位用,本體月眉形作為偷輕及配合定位作用。

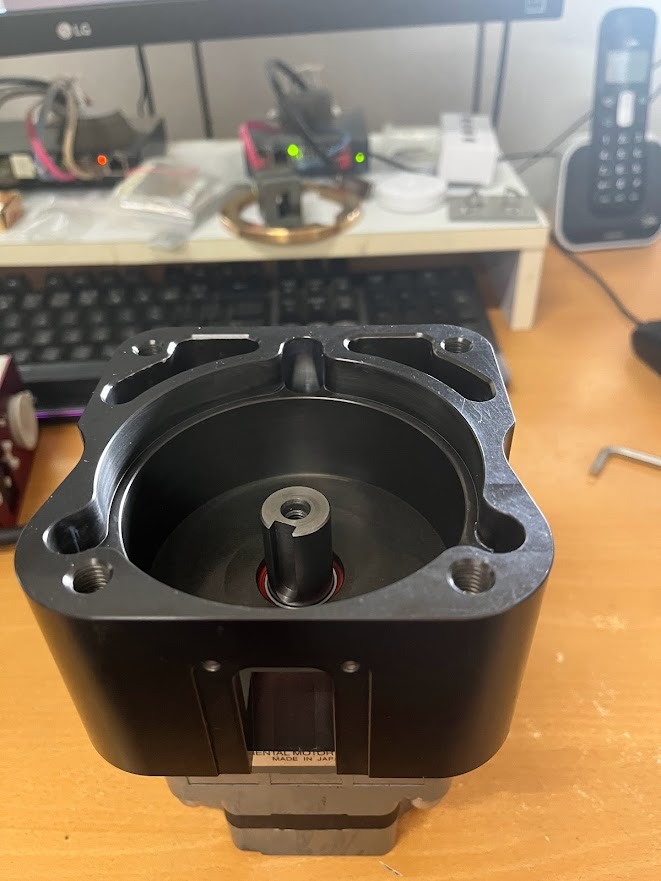
馬達軸心為18MM,所以找了自行車花鼓陶瓷軸承用(蝦皮上買的)。




線割3個三用治具 3點求圓中心
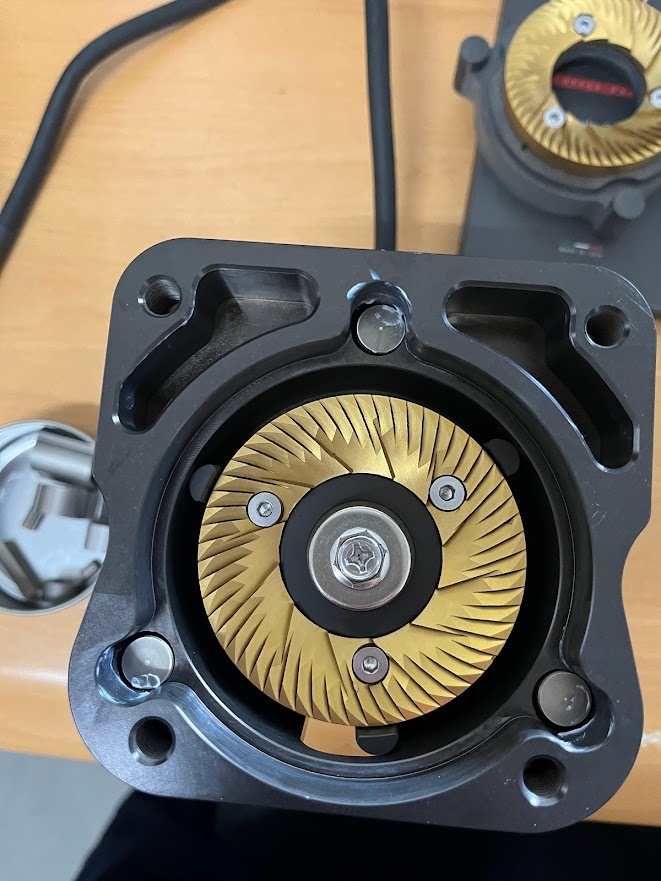
FAEMA MD2000(74.8MM)平刀 EUREKA Olympus75(73.8MM)平刀及83MM錐刀








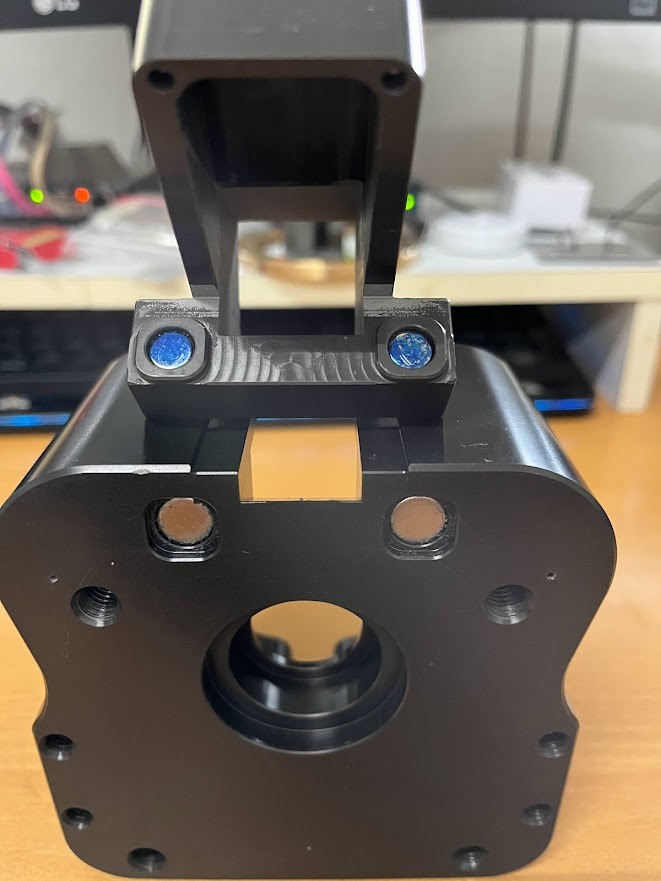
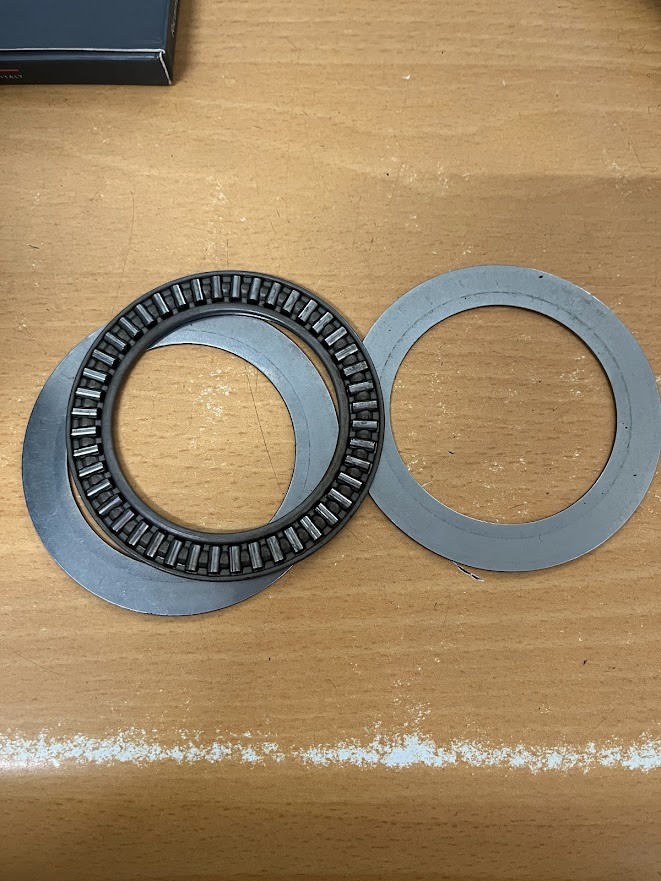
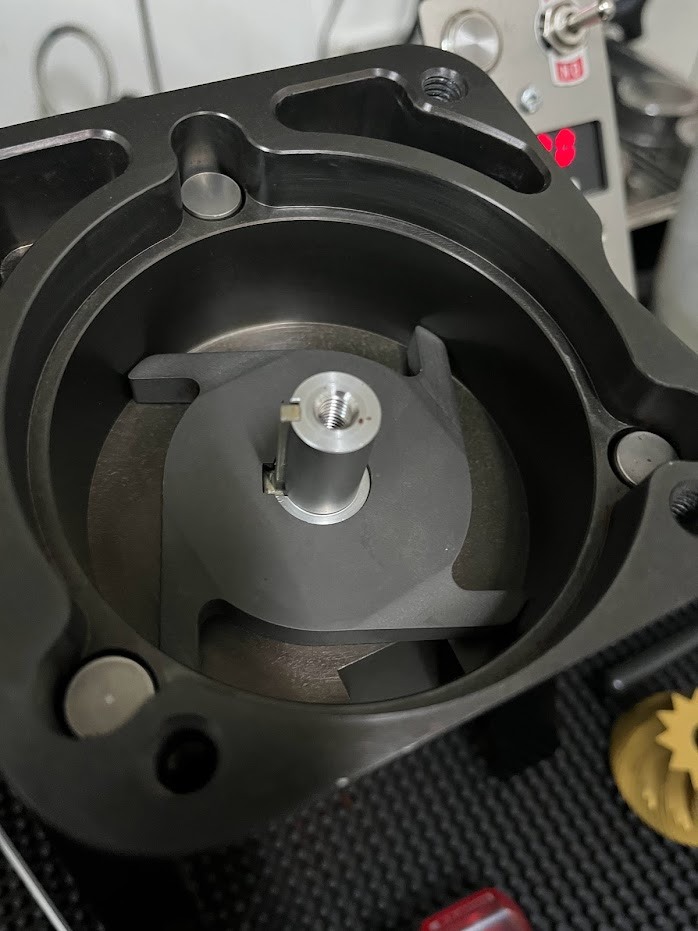
彈簧加上頂料梢(沖模零件),跟上刀盤座三點處接觸面會比較好。止推軸承(55X78X5)為下豆口接觸面轉動,一個字順啊。




支架可調角度


吹氣豆倉之前買的,所以在車下料口就設定配合尺寸了。





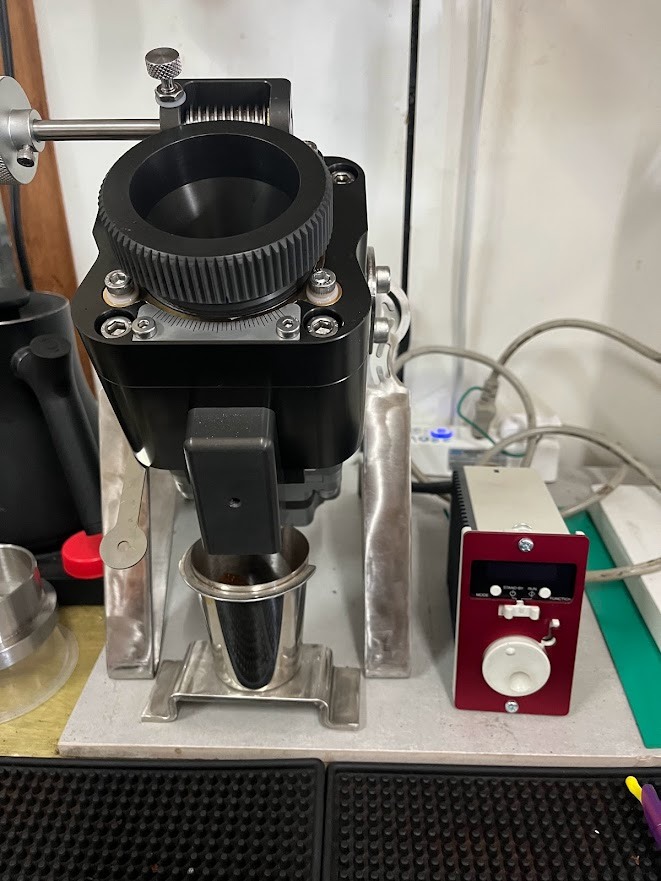
面板功能啟動為200轉(可正反轉),自鎖式開關轉速(自設300轉)
等那天有找到GFV5G5S,再換來用了。
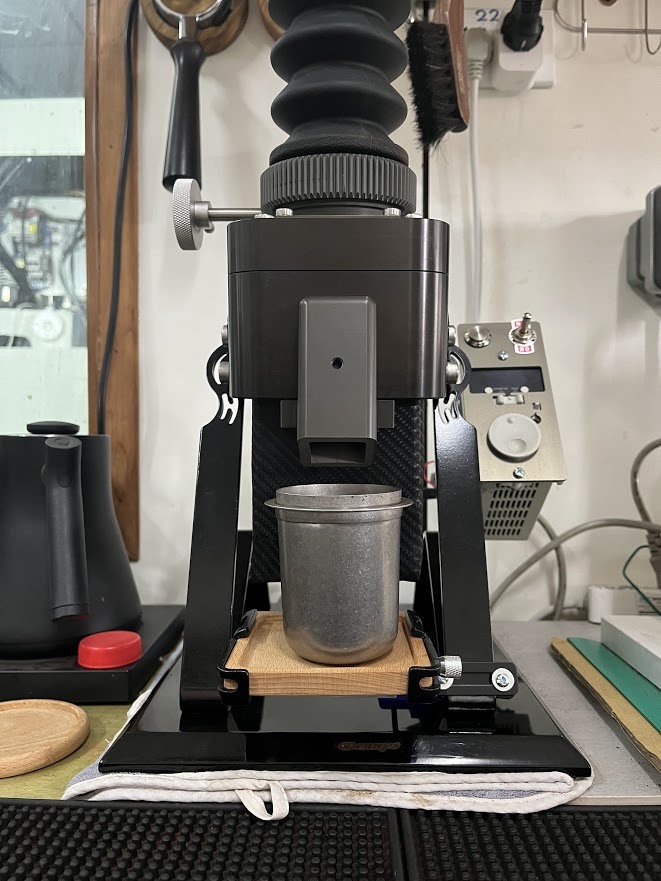
完成度90%已使用中,中年男子的快樂就這麼簡單。
23/01/20
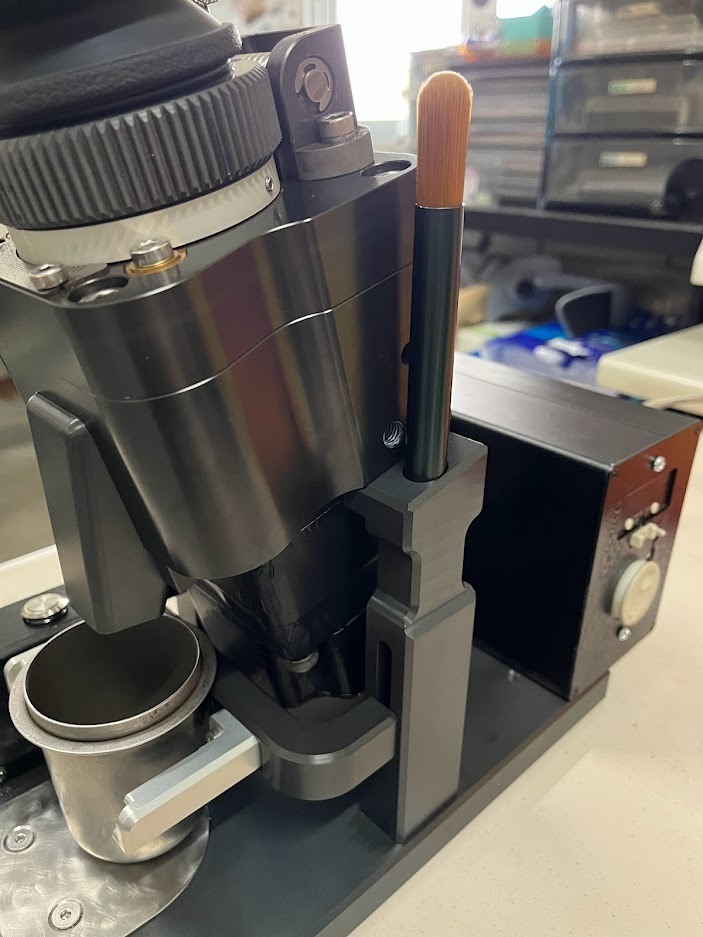
用手機架作一個簡易置杯架。


230521
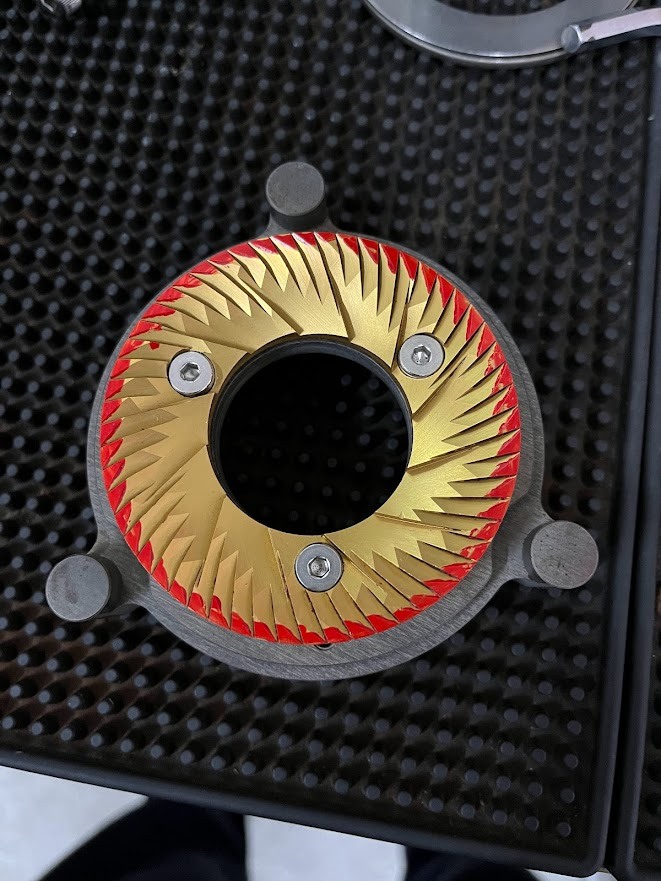
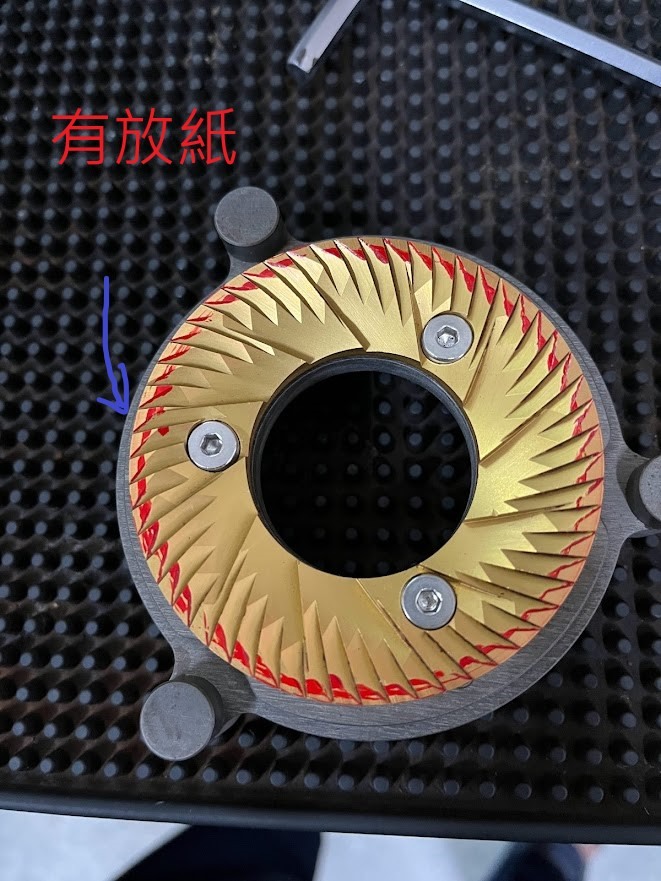
SSP 80mm ditting lab sweet
某天看到ditting80MM的刀盤,就手養了,請人車一個SUS304的下刀盤座,再線切割加工銑床上昜變形的地方。
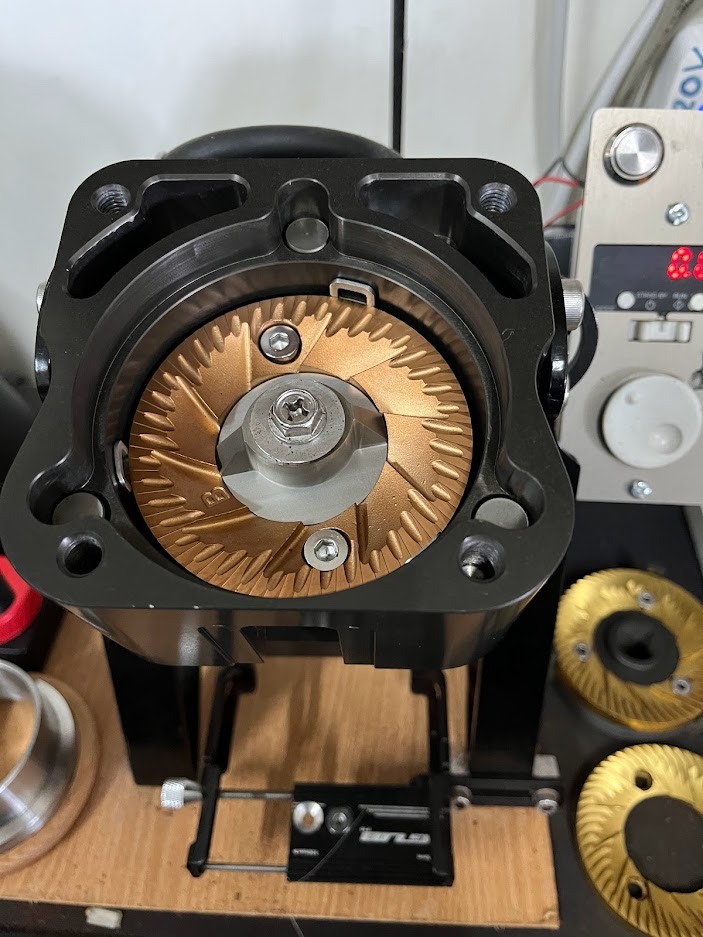
原來的75MM上刀盤座攻二個牙就搞定,極限83MM孔裝上80MM的平刀磨豆機。
磨義式因轉速最高400,所以殘粉滿多的,要用吹風球約0.2g~0.4g之間。手沖也差不多。
沖泡咖啡風味我非專業,無法說明。



230923
約2個月前,就在想作一個替代減速機的軸心,作圖上蝦皮找NC車床代工,只有一支$$太少,作不來。
還是找傳統車床作了(有光學尺的)。

作這軸心主要是無痛上83MM錐刀,原本是軸心是18MM改14MMM的,再加長長度。

用量尺側量,準確度約95%%左右,而這個減速機為1:30,所以最高轉速4000/30=133。

這是原本的1:10
裝機了

有人說支架不好看,所以重作一組還在NC廠那等加工中,也修改落粉口。我是不急,所以還要一個月。
玩這台只是好玩跟興趣,不是作來賣買的。


231029
時隔快一年,這台也接近完善了。
因還沒有找到中古減速機GFV5G5S,所以這以手上這二個二手減速機去作改裝,
另制軸心主要可無痛上83MM錐刀,又可共用現有平刀盤組,
原本是軸心是18MM改14-18MM凸形的,再加長長度。
1:30(最高133RPM)減速機上錐刀使用沒問題,但1:10(最高400RPM)減速機用錐刀,磨淺中焙時低速會卡豆,
一定要先運轉刀盤再下豆才不會卡豆。因我手沖不是用這台,所以卡豆對我沒差。
這個GFV5G30,我想應該用不到了,看那天心血來潮才會換來用。




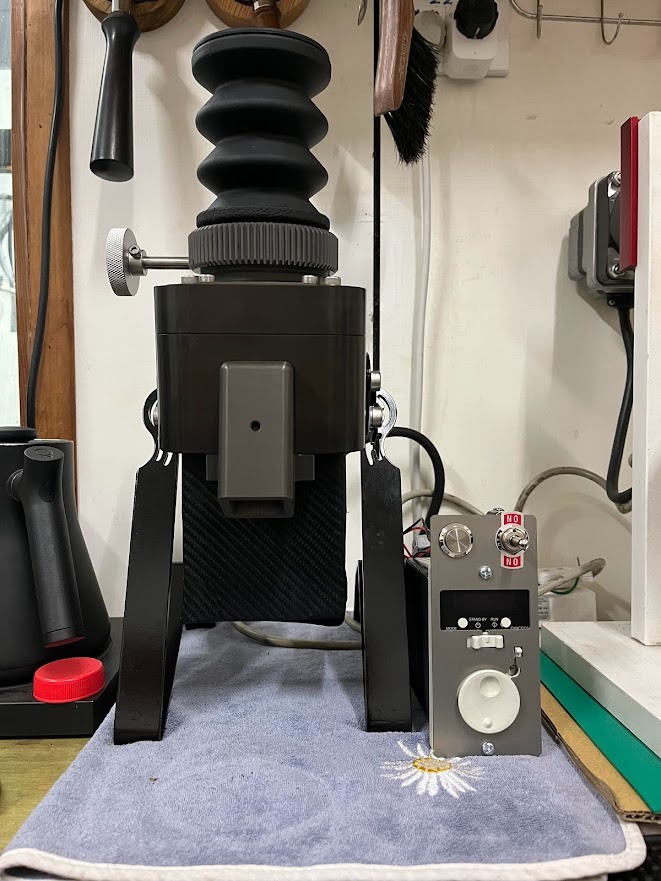
作了一個刻度環指針。

控制機箱盒是蝦皮上買現成品修改的,所以大了點。作圖忘記馬達控制線因此機箱才會懸空鎖一半。


換了支架底座,結果開關控制太顯眼了,所以隔週又改了一下,一個是開關啟動鍵另一個是變換轉速,
只是不能用搖頭開關去快速變換正反轉了(掃殘粉好用),現在拍粉真是穩如泰山。